


巩义市仁源水处理材料厂
联系人:孙经理
手机:15838253283(微信同号)
电话:0371-66557686
邮箱:1813885391@qq.com
地址:河南省巩义市工业园区
29%含量聚合氯化铝PAC厂家试验研究紫外-催化湿式过氧化氢氧化煤化工废水膜浓缩液
29%含量聚合氯化铝PAC生产厂家试验研究紫外-催化湿式过氧化氢氧化煤化工废水膜浓缩液。采用溶胶-凝胶法制备LaCoO3钙钛矿型催化剂用于紫外-催化湿式过氧化氢氧化煤化工废水膜浓缩液,表征了催化剂的结构,并考察了各因素对催化氧化效果的影响。结果表明,当H2O2投加量1.2 mL/L,催化剂投加量0.8 g/L,反应温度120℃,反应压强0.5 MPa,pH=3,反应时间60 min时,COD的去除率为89.7%,TOC的去除率为84.6%,UV254的去除率为97.2%。
为满足煤化工行业“零排放”的要求,在煤化工废水的深度处理单元常采用膜分离技术。膜分离技术可以在分子或离子水平上对煤气化废水中杂质进行选择性分离。内蒙古某煤化工公司采用膜分离技术对煤化工废水和生活污水进行深度处理,其处理规模可达到1 400 t/h,经过处理后,水的回收率可以达到65%以上,可作为循环冷却水进行回用。但膜分离技术的本质作用是分离污染物,并不能对污染物进行降解,因此在处理过程中仍会产生一定量的膜浓缩液。
膜浓缩液具有有机物浓度高、色度大、可生化性差等特点。如何有效地处理膜浓缩液,是煤化工废水深度处理中面临的重大挑战。
催化湿式过氧化氢氧化(CWPO)是在高温高压以及催化剂的作用下,以H2O2为氧化剂,将水中较为复杂的有机物氧化成CO2和H2O,或者氧化成可生化性好的简单有机物,是针对高浓度难降解有机废水的高级氧化技术。CWPO具有降解效率高、应用范围广、无二次污染等优点,但有两个不足之处,其一是缺乏高效稳定的催化剂,其二是需在较高的反应温度和反应压力条件下进行。
钙钛矿型催化剂是一种晶体结构为立方晶系的复合金属氧化物,具有结构可控、热稳定性好、催化效率高以及氧化还原能力强等优点,在催化领域具有广泛的应用前景。高雯雯等研究了LaCoO3钙钛矿型催化剂非均相Fenton处理兰炭废水,在最佳工艺条件下,兰炭废水的COD去除率达到72.7%。邹文静等研究了LaBO3(B=Cr、Mn、Fe、Co、Ni)钙钛矿型氧化物对表面活性剂十二烷基苯磺酸钠(SDS)光解效果,其中LaCoO3对SDS溶液有较好的的降解效果,降解率达到85.19%。基于此,在催化湿式过氧化氢氧化的体系中加入紫外光,构成紫外-催化湿式过氧化氢氧化(UV-CWPO)工艺,采用自制的LaCoO3钙钛矿型催化剂,在较低的温度和压力下处理煤化工废水膜浓缩液,探究各个工艺参数对处理效果的影响,确定最佳的反应条件并验证其处理效果。
一、实验部分
01、材料与仪器
废水:废水水样取自内蒙古某煤制天然气废水深度处理单元,其COD为1 510 mg/L,pH为7.86,TOC为658 mg/L,UV254为1.562,NH4+-N为3 170 mg/L,溶解性总固体含量为6 200 mg/L。
试剂:硝酸镧;硝酸钴;柠檬酸;浓硫酸,;氢氧化钠,;过氧化氢(30%);重铬酸钾;硫酸银;;硫酸亚铁铵;邻菲罗啉。
仪器:马弗炉;KHCOD-8Z型COD消解仪;雷磁pHB-4型pH计;TOC-L总有机碳分析仪;UV-2600紫外可见分光光度计;TFM-500型高压反应釜;500 W汞氙灯光源;AUY-120型电子天平,;S3400N Ⅱ扫描电子显微镜;XD-6型转靶X射线衍射分析仪,;TriStar 3020物理吸附仪;Microtrac S3500激光粒度分析仪。
02、催化剂的制备
采用溶胶-凝胶法制备LaCoO3钙钛矿型催化剂。以柠檬酸作为络合剂,按化学计量比n(硝酸镧):n(硝酸钴)=1:1、n(金属离子):n(柠檬酸)=1:1.5分别称取一定量的硝酸镧、硝酸钴和柠檬酸,配制成浓度为0.1 mol/L的混合溶液,将溶液在70 ℃下恒温搅拌至稠状溶胶,然后在105 ℃烘箱中烘干至形成面包状凝胶,将形成的凝胶研细后置于马弗炉中,在900 ℃下煅烧5 h即得产品。
03、实验步骤
取250 mL水样用稀硫酸调pH至3,然后置于500 mL光化学高压反应釜中,向釜中加入一定量的过氧化氢和催化剂,并通入一定压力的空气。设定反应温度、反应时间,当达到设定的温度时打开光源。反应一定时间后取样分析。
二、结果与讨论
01、LaCoO3催化剂的表征
(1)XRD表征
采用XRD对LaCoO3钙钛矿型催化剂进行物相分析,图1是其XRD图。可以看出,采用溶胶-凝胶法制备的LaCoO3钙钛矿型催化剂在33.04°(a)、47.65°(b)和59.08°(c)处出现了明显的LaCoO3钙钛矿结构的特征衍射峰,并与LaCoO3的标准卡片PDF48-0123相吻合,表明所制催化剂为纯净的具有正交晶型的钙钛矿型催化剂。
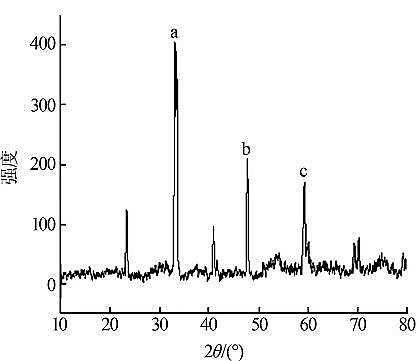
图1 LaCoO3钙钛矿型催化剂XRD
(2)比表面积及孔结构分析
采用Micromeritics TriStar Ⅱ 3020型物理吸附仪对催化剂进行比表面积及孔结构分析。样品的比表面积由BET方程计算,孔体积及孔径由BJH模型直接脱附分支计算得出。可知LaCoO3催化剂的比表面积为4.713 6 m2/g,孔体积为0.006 297 cm3/g,孔径为4.357 9 nm。
(3)SEM表征
采用SEM观察了LaCoO3钙钛矿型催化剂的形貌特征,见图2。
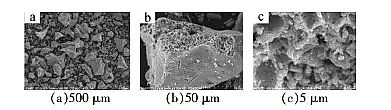
图2 LaCoO3钙钛矿型催化剂SEM图
由图2可见,LaCoO3钙钛矿型催化剂(a)颗粒间界面清晰,有轻微的团聚现象,这是因为柠檬酸盐前驱体在金属盐的存在下发生膨胀,导致氧化物组分相互分散。部分颗粒(b)虽烧结成块,但其表面均存在孔洞,这些孔洞主要是由于柠檬酸的块状热分解过程中释放出的气体而产生的。而孔洞(c)分布均匀且数量较多,增加了催化剂的活性点位,增大了催化剂与反应物的接触面积,有利于催化反应的进行。
02、H2O2投加量对氧化效果的影响
在催化剂投加量0.8 g/L,反应温度120 ℃,反应压强1 MPa,pH为3,反应时间60 min的条件下,探究H2O2投加量对氧化效果的影响,结果见图3。
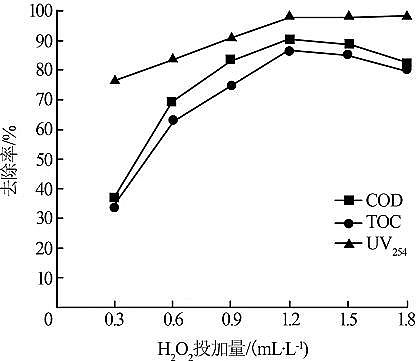
图3 H2O2投加量对氧化效果的影响
由图3可知,随着H2O2投加量的增加,废水中COD、TOC、UV254的去除率都随之增大。当H2O2投加量达到1.2 mL/L时,COD和TOC的去除率达到最大分别为90.3%和86.6%,UV254的去除率也高达97.9%。当H2O2投加量超过1.2 mL/L时,UV254的去除率已无明显增加,而COD和TOC的去除率则呈下降趋势。这是因为H2O2作为反应体系中的氧化剂,随着投加量的增加,产生了更多的·OH,增强了反应体系的氧化能力;当H2O2浓度过高时,多余的H2O2会与反应体系中的·OH发生分解反应,抑制氧化性能的同时造成氧化剂的浪费。综合考虑,本实验H2O2最佳投加量选为1.2 mL/L。
03、反应温度对氧化效果的影响
在H2O2投加量1.2 mL/L,催化剂投加量0.8 g/L,反应压强1 MPa,pH为3,反应时间60 min的条件下,探究反应温度对氧化效果的影响,结果见图4。
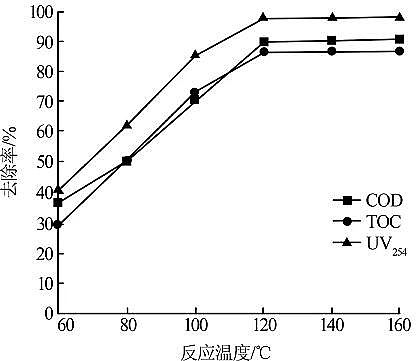
图4 反应温度对氧化效果的影响
由图4可知,随着温度的升高,废水中COD、TOC、UV254的去除率不断增大,这是因为随着温度的升高,加快了废水中的有机物与·OH的反应,使反应体系的速率不断增大,当温度达到120 ℃时,COD、TOC、UV254的去除率分别达到90.3%、86.7%、97.9%。当温度继续升高时,COD、TOC和UV254的去除率都已趋于稳定,无明显变化。因此选择最佳反应温度为120 ℃。
04、反应压强对氧化效果的影响
在H2O2投加量1.2 mL/L,催化剂投加量0.8 g/L,反应温度120 ℃,pH为3,反应时间60 min的条件下,探究反应压强对氧化效果的影响,结果见图5。
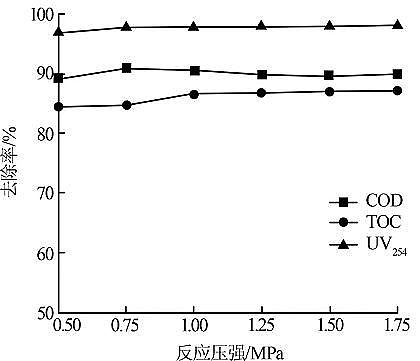
图5 反应压强对氧化效果的影响
由图5可知,随着反应压强的升高,废水COD、TOC、UV254的去除率基本保持不变。在反应压强为0.5 MPa(120 ℃时水的饱和蒸气压为0.2 MPa)时,COD、TOC、UV254的去除率就能够达到89.2%、84.5%、97.1%,增加的反应压强对氧化效果没有显著影响。这是因为在紫外-催化湿式过氧化氢氧化体系中,以过氧化氢作为氧化剂时仅进行H2O2与污染物之间的氧化过程,较催化湿式氧化体系少了氧气从气相到液相传质过程,从而减少了能量消耗。因此本体系仅需在低压条件下就能氧化降解污染物。综合考虑氧化效果及安全性,本实验选择最佳反应压强为0.5 MPa。
05、催化剂投加量对氧化效果的影响
在H2O2投加量1.2 mL/L,反应温度120 ℃,反应压强为0.5 MPa,pH为3,反应时间60 min的条件下,探究催化剂投加量对氧化效果的影响,结果见图6。
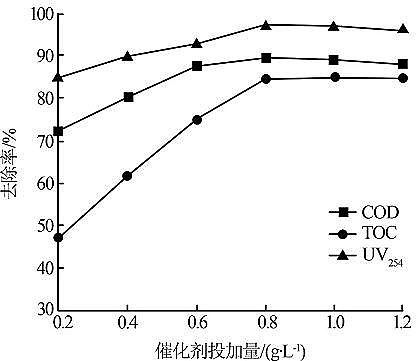
图6 催化剂投加量对氧化效果的影响
由图6可知,随着催化剂投加量的增加,废水COD、TOC、UV254的去除率呈现先增大后下降的趋势,当催化剂投加量为0.8 g/L时,COD、TOC、UV254的去除率分别达到89.7%、84.6%、97.2%。原因是随着催化剂投加量的增加,催化剂表面的活性点位不断增多,催化过氧化氢产生·OH的速率不断加快,从而提高氧化速率;当催化剂投加量大于0.8 g/L时,废水的COD、TOC、UV254的去除率出现略微下降的趋势,原因是催化剂过多时,影响废水的透光性,进而影响紫外光的吸收,所以氧化效率出现略微下降。因此,本实验选择最佳催化剂的投加量为0.8 g/L。
三、结论
(1)采用溶胶-凝胶法制备的LaCoO3催化剂为纯净的具有正交晶型的钙钛矿型催化剂。催化剂颗粒间界面较清晰,颗粒表面存在孔洞且数量较多,增加了催化剂的活性点位,增大了催化剂与反应物的接触面积,有利于催化反应的进行。
(2)处理煤化工膜浓缩液的最佳工艺条件为:pH为3,H2O2投加量1.2 mL/L,催化剂投加量0.8 g/L,反应温度120 ℃,反应压强0.5 MPa,反应时间60 min。在最佳工艺条件下,COD的去除率为89.7%,TOC的去除率为84.6%,UV254的去除率为97.2%。
更多29%含量聚合氯化铝PAC生产厂家详情点击:http://www.lvliaochangjia.com/



